



1. 淬火
(1)碳素、合金結構鋼

①形狀復雜的碳鋼件及部分合金鋼件,冷卻用水油。
② 形狀復雜的碳鋼件及部分合金鋼件,采用此段。
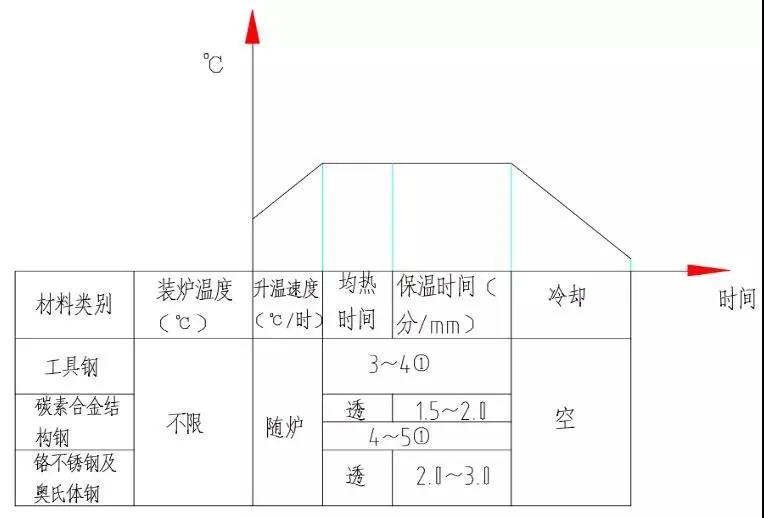
(2)鉻不銹鋼及奧氏體鋼
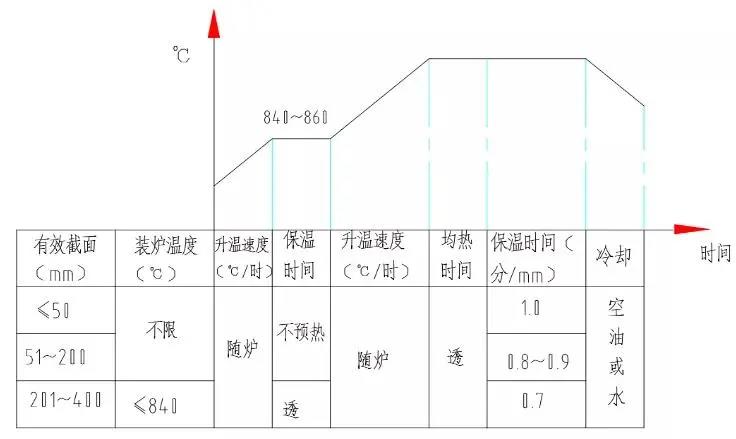
(3)工具鋼
低合金鋼預熱依工件形狀和尺寸酌情而定。
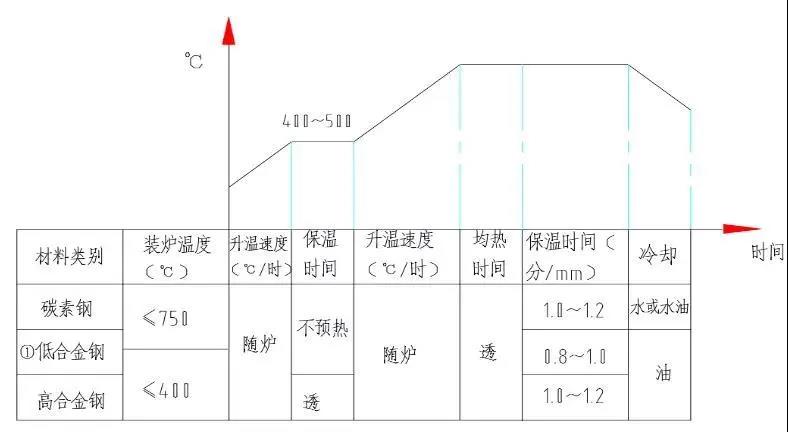
2. 正火及退火
(1) 正火
(2)退火
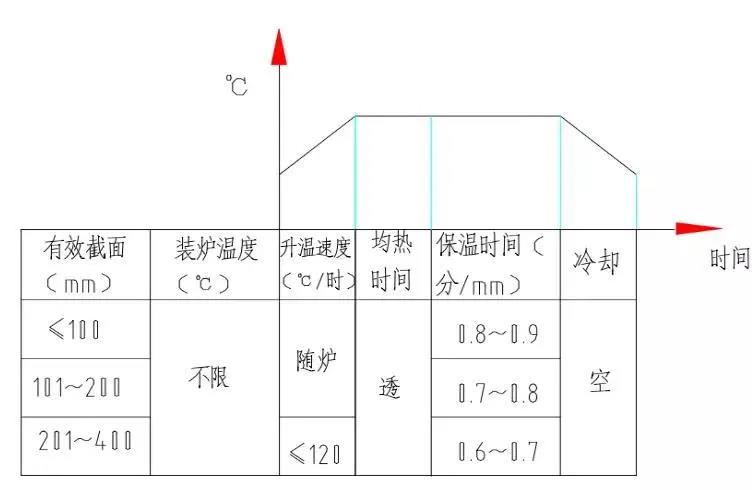
3. 回火、時效及去應力
(1)回火
注:530℃以下按此系數計算回火時間。
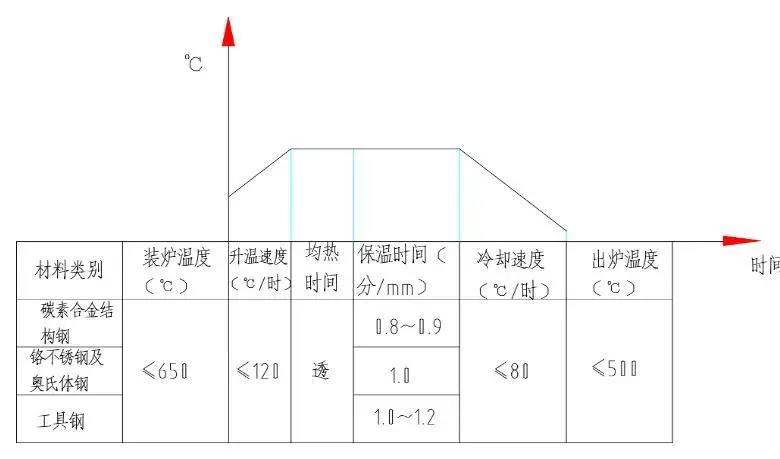
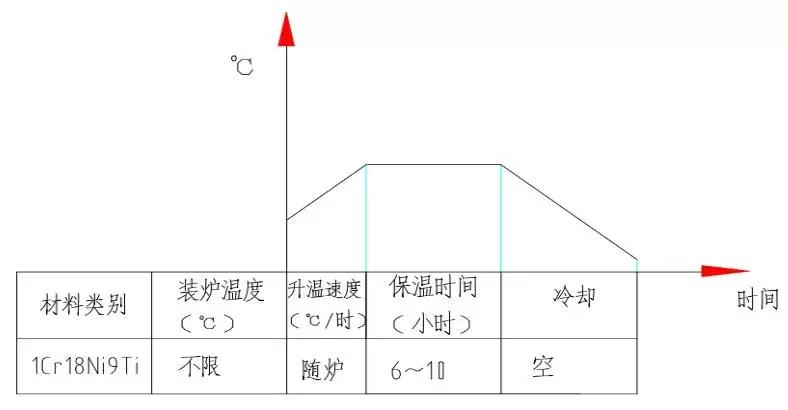
(2)時效(奧氏體鋼)
(3)除應力
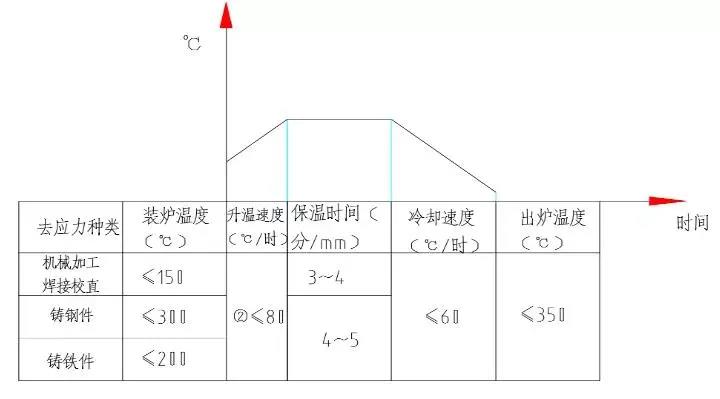
① 形狀簡單的零件去校直應力時空冷。
② 當爐子實際升溫速度超過≤80℃/時不能滿足工藝要求時,零件裝爐升溫至300℃保溫1~2小時,再隨爐升溫100℃保溫1小時后,每升溫100℃保溫1小時,直到保溫溫度為止。對閥桿等形狀復雜易變形零件必須保證≤50℃/時,必要時可用手動控制。
工藝規范的幾點說明:
(1)“透”系指工件裝爐后,爐子到溫起至工件與爐膛火色一致止的時間。
(2)裝爐溫度欄之“不限”一般系指不超過曲線中保溫溫度以下的各溫度。(如曲線中有兩個保溫溫度,則應不超過第一段的保溫溫度)
(3)38CrMoAlA鋼淬火保溫時間應按規定再延長30%。
(4)要求淬硬零件的回火保溫時間至少不小于1小時。
(5)除應力的時間:除機械加工和校直應力不得小于3小時;除焊接及鑄造應力不得小于4小時。
(6)氮化件氮化后除校直應力時,除應力的整個過程均需通氮。
(7)按Z75.22-86 GH2136時效熱處理為≤300℃入爐,隨爐升溫至710±10℃,保溫燒透+12~16h 出爐空冷,達HRC32~42。
4. 化學熱處理工藝規范
(1)氮化
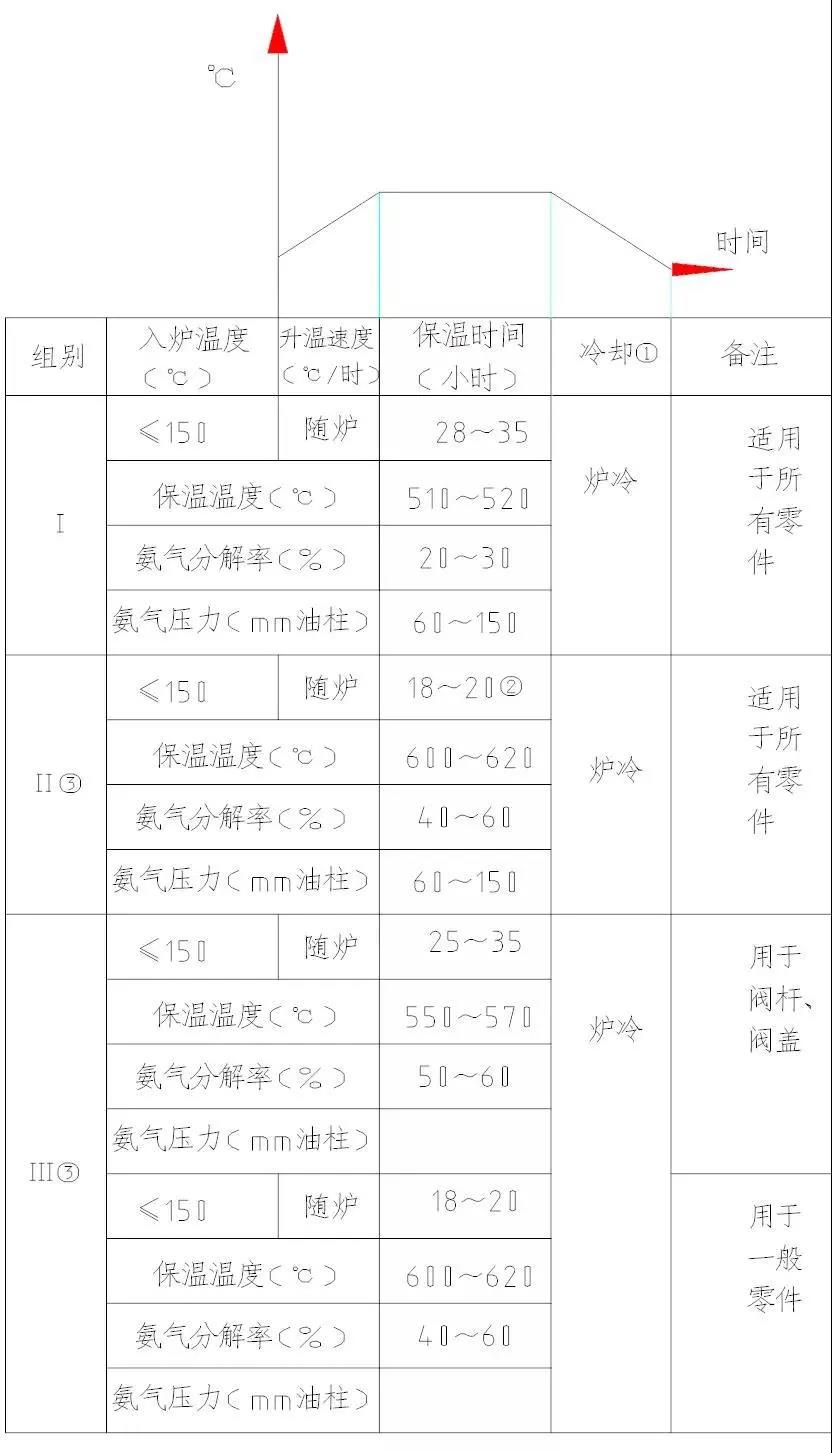
① 爐冷具體規定見注意事項④。
② 噴嘴組保溫時間為6~8小時。
③ 加藥丸去除零件表面鈍化膜,用量每爐100~120片。
注意事項:
① 零件氮化前必須清除表面銹斑,用汽油清洗表面油污。
② 零件裝爐時,所有要氮化的表面,不許互相接觸,特別注意大工件不要放在熱電偶的附近,嚴禁工件靠在熱電偶上。對于局部氮化的零件,要檢查鍍錫部位是否正確。對M16以下的螺孔和¢16以下的盲孔、通孔及經鍍錫保護有螺紋的氮化件的螺紋部分、退刀槽,氮化前均進行涂料保護。
③ 氮化件入爐后應先通氮30分鐘排除箱內的空氣,氨氣壓力控制在100~150mm油柱,待空氣排除后按工藝要求調節壓力控制分解率。氮化過程中氨氣自始至終不得中斷。
④ 氮化冷卻時,先停電隨爐冷卻至≤150℃時停氨,取出零件。
⑤ 爐內氨氣壓力只做參考,操作時以控制分解率為準。
(2)滲碳
1)固體滲碳
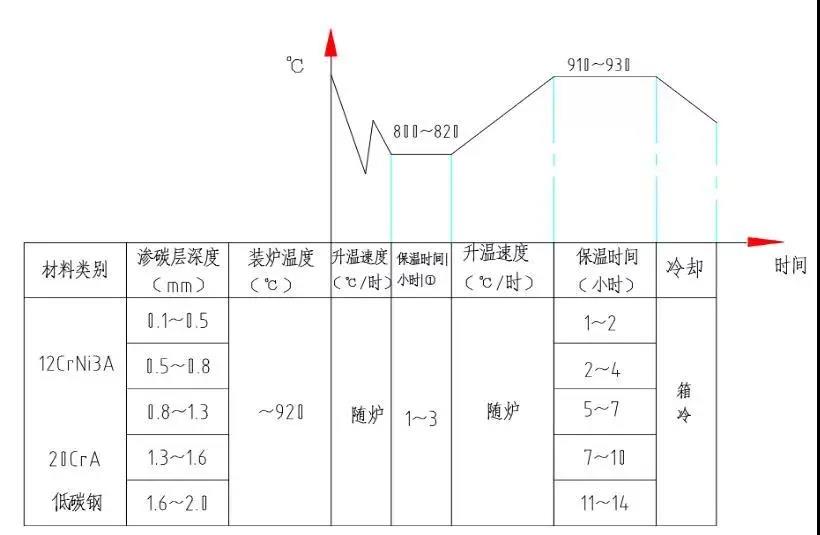
保溫時間根據滲碳爐裝箱的數量及箱的大小而定。
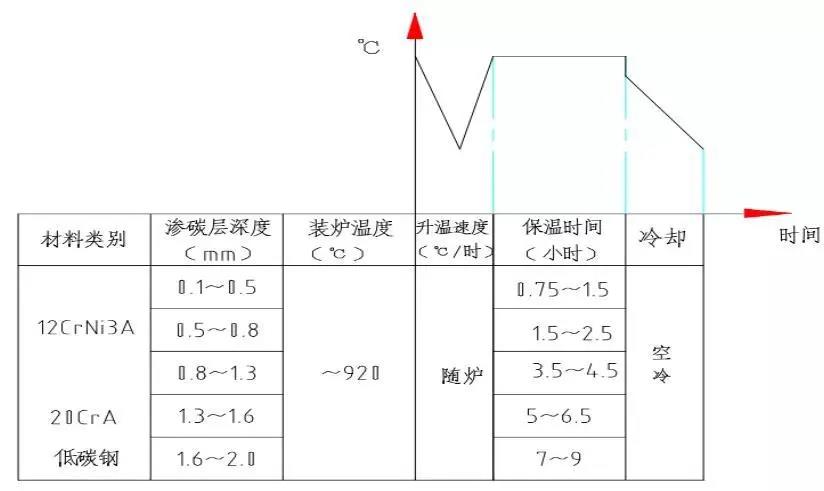
2)氣體滲碳
幾點說明:
①固體滲碳劑配方:7%BaCO3+2.5%Na2CO3其余90.5%木碳(濱河化工廠配制)新舊滲碳劑比例為1:2。
②氣體滲碳劑:
(a)苯一滴速:升溫時控制在30~35滴/分,保溫時控制在60~70滴/分。
(b)* 煤油+酒精各50%,滴速與苯同。首次使用時先進行試驗,確定合適的滴速。
③滲碳保溫時間到達前1~1.5小時看預測試樣,根據測得的結果決定出爐時間。
④氣體滲碳裝爐時零件之間要保持一定的距離,至少要保持5~10mm。固體滲碳裝箱零件間或箱壁間距不得小于15~20mm。
⑤ 滲碳后如果發現滲碳層有網狀碳化物存在,均應進行正火處理以消除。
5. 鍛模熱處理工藝規范
表8 鍛模及胎模
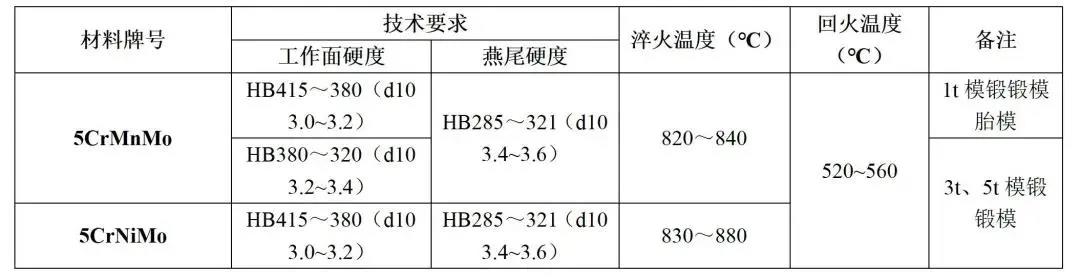
淬火
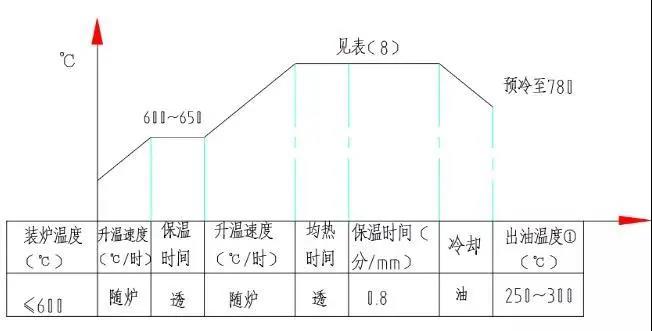
出油后立即裝入準備好的回火爐中。
回火
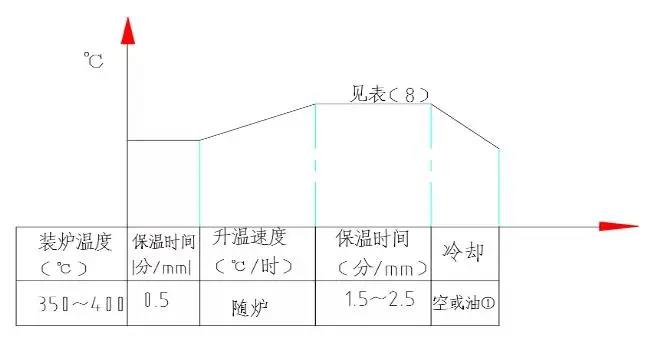
5CrNiMo回火油冷。
說明:
(1)燕尾采用自行回火。淬火過程:小型模具(H≤250mm)全部入油5′~8′(中型、大型入油8′~12′)然后把燕尾提出油面,待油面燃燒時再浸入油中,反復2~3次使燕尾自行回火。中型模具H=250~400mm,大型模具H>400mm。
(2)出油溫度為250~300℃,不得低于250℃,并準備一臺350~400℃的回火爐,出油后立即入回火爐。
鍛模熱處理注意事項:
(1)模具返修或翻新必須先進行退火以防開裂。
(2)模具淬火加熱均要保護鍛模,保護見示意圖,其它模具均應用生鐵屑及干燥木炭保護其工作面,以防脫碳,并將模具墊起50~100mm。
(3)淬火后均要及時回火。
(4)曲線中的保溫時間=模具高度×加熱系數(分/mm)。“透”系指從爐膛到溫起至工件各部顏色與爐膛顏色一致為止的持續時間。
- 上一篇:冰刀用的什么鋼
- 下一篇:無間隔喂鋼程序提高軋制效率